Chapter 1 Characteristics of Sequencing Batch Reactors (SBRs)
SBRs are used all over the world and have been around since the 1920s. With their growing popularity in Europe and China as well as the United States, they are being used successfully to treat both municipal and industrial wastewaters, particularly in areas characterized by low or varying flow patterns. Municipalities, resorts, casinos, and a number of industries, including dairy, pulp and paper, tanneries and textiles, are using SBRs as practical wastewater treatment alternatives.
Improvements in equipment and technology, especially in aeration devices and computer control systems, have made SBRs a viable choice over the conventional activated-sludge system. These plants are very practical for a number of reasons:
In areas where there is a limited amount of space, treatment takes place in a single basin instead of multiple basins, allowing for a smaller footprint. Low total-suspended-solid values of less than 10 milligrams per liter (mg/L) can be achieved consistently through the use of effective decanters that eliminate the need for a separate clarifier.
The treatment cycle can be adjusted to undergo aerobic, anaerobic, and anoxic conditions in order to achieve biological nutrient removal, including nitrification, denitrification, and some phosphorus removal. Biochemical oxygen demand (BOD) levels of less than 5 mg/L can be achieved consistently. Total nitrogen limits of less than 5 mg/L can also be achieved by aerobic conversion of ammonia to nitrates (nitrification) and anoxic conversion of nitrates to nitrogen gas (denitrification) within the same tank. Low phosphorus limits of less than 2 mg/L can be attained by using a combination of biological treatment (anaerobic phosphorusabsorbing organisms) and chemical agents (aluminum or iron salts) within the vessel and treatment cycle.
Older wastewater treatment facilities can be retrofitted to an SBR because the basins are already present.
Wastewater discharge permits are becoming more stringent and SBRs offer a cost-effective way to achieve lower effluent limits. Note that discharge limits that require a greater degree of treatment may necessitate the addition of a tertiary filtration unit following the SBR treatment phase. This consideration should be an important part of the design process.
1.1 Common SBR Characteristics
1.1.1 General
SBRs are a variation of the activated-sludge process. They differ from activated-sludge plants because they combine all of the treatment steps and processes into a single basin, or tank, whereas conventional facilities rely on multiple basins. According to a 1999 U.S. EPA report, an SBR is no more than an activated-sludge plant that operates in time rather than space.
1.1.2 Basic Treatment Process
The operation of an SBR is based on a fill-and-draw principle, which consists of five steps—fill, react, settle, decant, and idle. These steps can be altered for different operational applications.
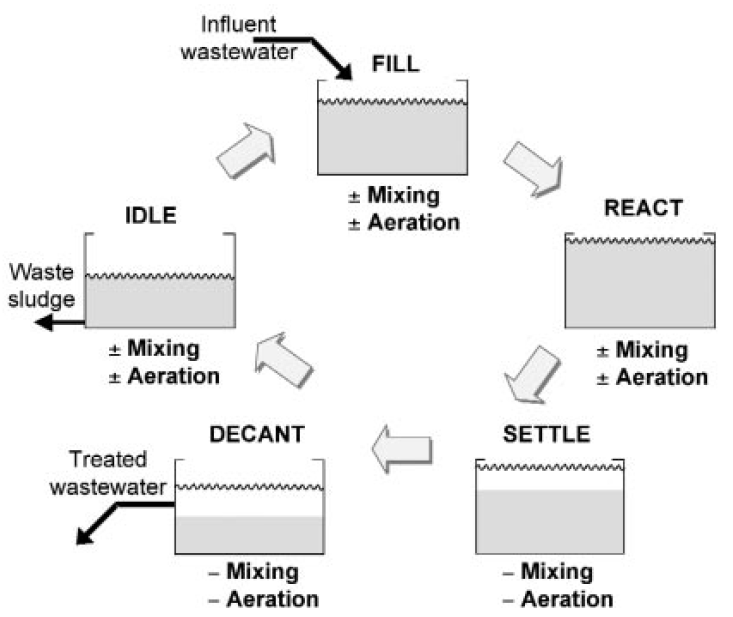
Figure 1.1: Major Phases of the SBR operations cycle
1.1.2.1 Fill
During the fill phase, the basin receives influent wastewater. The influent brings food to the microbes in the activated sludge, creating an environment for biochemical reactions to take place. Mixing and aeration can be varied during the fill phase to create the following three different scenarios:
Static Fill – Under a static-fill scenario, there is no mixing or aeration while the influent wastewater is entering the tank. Static fill is used during the initial start-up phase of a facility, at plants that do not need to nitrify or denitrify, and during lowflow periods to save power. Because the mixers and aerators remain off, this scenario has an energy-savings component.
Mixed Fill – Under a mixed-fill scenario, mechanical mixers are active, but the aerators remain off. The mixing action produces a uniform blend of influent wastewater and biomass. Because there is no aeration, an anoxic condition is present, which promotes denitrification. Anaerobic conditions can also be achieved during the mixed-fill phase. Under anaerobic conditions the biomass undergoes a release of phosphorous. This release is reabsorbed by the biomass once aerobic conditions are reestablished. This phosphorous release will not happen with anoxic conditions
Aerated Fill – Under an aerated-fill scenario, both the aerators and the mechanical- mixing unit are activated. The contents of the basin are aerated to convert the anoxic or anaerobic zone over to an aerobic zone. No adjustments to the aerated-fill cycle are needed to reduce organics and achieve nitrification. However, to achieve denitrification, it is necessary to switch the oxygen off to promote anoxic conditions for denitrification. By switching the oxygen on and off during this phase with the blowers, oxic and anoxic conditions are created, allowing for nitrification and denitrification. Dissolved oxygen (DO) should be monitored during this phase so it does not go over 0.2 mg/L. This ensures that an anoxic condition will occur during the idle phase.
1.1.2.2 React
This phase allows for further reduction or “polishing” of wastewater parameters. During this phase, no wastewater enters the basin and the mechanical mixing and aeration units are on. Because there are no additional volume and organic loadings, the rate of organic removal increases dramatically.
Most of the carbonaceous BOD removal occurs in the react phase. Further nitrification occurs by allowing the mixing and aeration to continue—the majority of denitrification takes place in the mixed-fill phase. The phosphorus released during mixed fill, plus some additional phosphorus, is taken up during the react phase.
1.1.2.3 Settle
During this phase, activated sludge is allowed to settle under quiescent conditions—no flow enters the basin and no aeration and mixing takes place. The activated sludge tends to settle as a flocculent mass, forming a distinctive interface with the clear supernatant. The sludge mass is called the sludge blanket. This phase is a critical part of the cycle, because if the solids do not settle rapidly, some sludge can be drawn off during the subsequent decant phase and thereby degrade effluent quality.
1.1.2.4 Decant
During this phase, a decanter is used to remove the clear supernatant effluent. Once the settle phase is complete, a signal is sent to the decanter to initiate the opening of an effluent-discharge valve. There are floating and fixed-arm decanters. Floating decanters maintain the inlet orifice slightly below the water surface to minimize the removal of solids in the effluent removed during the decant phase. Floating decanters offer the operator flexibility to vary fill and draw volumes. Fixed-arm decanters are less expensive and can be designed to allow the operator to lower or raise the level of the decanter. It is optimal that the decanted volume is the same as the volume that enters the basin during the fill phase. It is also important that no surface foam or scum is decanted. The vertical distance from the decanter to the bottom of the tank should be maximized to avoid disturbing the settled biomass.
1.1.2.5 Idle
This step occurs between the decant and the fill phases. The time varies, based on the influent flow rate and the operating strategy. During this phase, a small amount of activated sludge at the bottom of the SBR basin is pumped out—a process called wasting.
1.1.3 Continuous-Flow Systems
SBR facilities commonly consist of two or more basins that operate in parallel but single- basin configurations under continuous-flow conditions. In this modified version of the SBR, flow enters each basin on a continuous basis. The influent flows into the influent chamber, which has inlets to the react basin at the bottom of the tank to control the entrance speed so as not to agitate the settled solids. Continuous-flow systems are not true batch reactions because influent is constantly entering the basin. The design configurations of SBR and continuous-flow systems are otherwise very similar. Plants operating under continuous flow should operate this way as a standard mode of operation. Ideally, a true batch-reaction SBR should operate under continuous flow only under emergency situations.
Plants that have been designed as continuous-inflow systems have been shown to have poor operational conditions during peak flows. Some of the major problems of continuous-inflow systems have been overflows, washouts, poor effluent, and permit violations.